
So, almost two years ago, I put down $400 for an "under development" 3d printer that was supposed to ship in 2 months or so. Almost two years later I finally have it. For my money, ultimately I got the printer, and 6kg of 1.75mm ABS plastic. It seemed like a good idea at the time and I think it still is.
Took me a day to assemble it and another to get it to work in spite of various software issues I was having with the suggested software. Since then I've installed Repetier Host, and most of my free time has been spent playing with this thing. Select, slice, print. Watch paint dry. (Usually) figure out what went wrong and try again. ONE more time. No wait one more. Oh I can get by on an hour and a half of sleep.
Let's not look too closely at my grades this week.
Anyway, the thing on everyone's mind is "How well does it work." Well. . .
Yellow Cat (above) was printed at .2mm layer height. I think it looks pretty good.

Likewise, I'm pleased withthe way the smiley coin turned out. No doubt someone with more experience than me can tell me how I can get it better. Again, this was printed at .2mm layer height
Here's an example of my most common failure. I think it's called "air printing." And I think it's related to retraction or back pressure or something. Like the everything above, this was printed at .2mm. I WISH someone would tell me what's going on here.

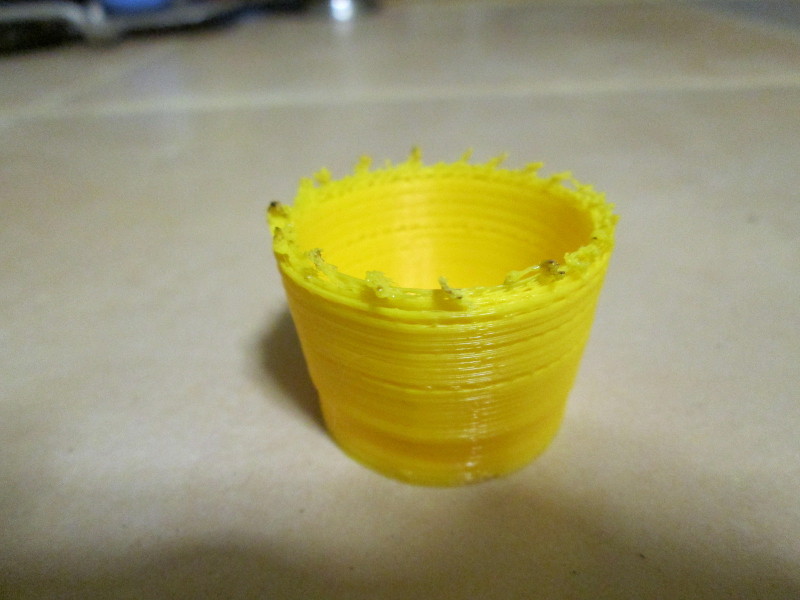
This attempt was at .4mm layer height, using Slic3r's spiral vase option. Not half bad--from this angle.

OK, so on the other side we have issues. It was worse when I tried to print it at .2mm. But both attempts worked out better than my earlier attempts in that I was still getting filament out of the hot end when the job was over.
So, that's what I've been doing this past week or so when I should have been doing homework. As a total noob with his first kit-built printer I think I'm doing ok.
Awesome DWR ! Yay !!!... A
Awesome DWR !
Yay !!!... A long time coming .. now you can do Houston body parts ! (got to design them first though ;)
bed leveling
if your smiley face coin was printed in the orientation shown and the solid fill pattern was set to be 45deg then I'd say the left side of your bed is lower than the right. If that is the case I would think your shot glass had it's good side on the right side of the bed and the bad side on the left.
One way to test would be to print the same small object in the different corners/sides of your bed and compare the results. You can either do 4 at the same time or 1 at a time. I would suggest 1 at a time and when you pull them off write on the bottom with a sharpie the orientation and position of the part so you don't forget which was where while watching the paint dry.
wahoo!!
Glad you finally got your printer, and it looks like you are well on your way to printing up a storm! Also glad to hear that you see its value even after the wait, sure sign you are happy with your machine.
Thanks Guys
You know, it's a little intimidating to post coin prints that came off of a badly leveled bed when there are so many InMoovs on the home page. (I think InMoov is the best thing that's happened to MRL since GroG.) But I really appreciate the encouragement.
Yeah, I agree about bed leveling issues. I think the way the heated bed is leveled, (and the warp in it) are one of the poorer features of the Makibox.
As for robot parts--Yup. That's the next step. Got a few simple things ready to go, but I want to bang on these qc issues a little longer.
You know, there's a lot to be said for having a printer small enough to sit on my desk. Even if I get something bigger, (Yeah, I've been bitten already.) I'll probably keep the Makibox around because it's so handy and easy to keep an eye on.
I'm glad you finally received
I'm glad you finally received your printer. 3 years ago, before ordering my BFB printer, I first ordered a printer by Botmill, which I never received. After 7 months I cancelled the order and got a partial refund...I can't imagine how your potential of patience has been roughed up.
Now that you can focus on your printer, it's good to get good calibrations.
I think KMC has answered a part of your problem. It does seem like your bed isn't leveled correctly. Thinner you print, more acurate the leveling has to be. Once the bed will be leveled, you might want to calibrate your extrusion width, as it seems to be set a bit poor and the shells don't seem to join each other enough. This may cause delamination and air printing.
I had the same problem with one of my PLA filament, the reason was because it was sold as a 3mm filament but in reality it was only 2,85. My slicer was adjusted for a 3mm filament and the result was a poor extrusion width.
Are you printing on heated bed with Kapton tape?
Overal I really think you are almost good to go!!
CALI Bration
Since then I've installed Repetier Host. That being said you are well on your way to pristine prints.
After you get your bed leveled as best you can. Then it's time to dial in E-Steps
You can do this on the fly while printing since you're using Rep Host While printing go into Config and bump your E-Steps up or down. Dont forget to save to Eprom. Put on your patience hat and give this a good read.
http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide
This will put you on the road to pristine Inmoov parts in no time.
Enjoy and you're right your first few prints really arent bad for out of the box printing on a new machine.
Dwayne DWILLI9013